Carbon Fibre is an Engineering Material. Treat it Like One.
There’s a version of carbon fibre that exists purely for aesthetics – the exposed weave on a dashboard trim, the glossy panel that exists to tell onlookers the owner spent money. That’s not what this is about. Carbon fibre is one of the most capable structural materials available outside of aerospace and defence procurement, and when it’s used well, the weave is almost beside the point. What matters is what the laminate is doing, and why.
That distinction shapes everything about how I work.
The Material Itself
Carbon fibre composite is not one thing. It’s a family of materials and processes, each with different characteristics, different appropriate uses, and different quality ceilings. Understanding the differences matters before a single layer goes into a mould.
The fibre itself – typically PAN-based carbon – has exceptional stiffness and strength-to-weight ratio along its length. The matrix, usually an epoxy resin system, holds everything together and transfers load between fibres. The combination is only as good as the weakest element: poor resin, wrong fibre orientation, inadequate cure, voids in the laminate – any of these will compromise the finished part in ways that no amount of surface finish can hide.

Processes and Their Place
My default process is prepreg — carbon fibre pre-impregnated with a precisely controlled amount of resin, cured under heat in an oven. The resin content is consistent, the cure is repeatable, and the fibre volume fraction — the ratio of fibre to resin in the finished laminate — is significantly higher than most wet processes can reliably achieve. Higher fibre volume means more structural material per gram of part. That’s the goal.
But prepreg isn’t the right answer for everything, and I don’t treat it as one.
Wet layup — where dry fibre is saturated with resin by hand — is slower, more variable, and more dependent on the skill of the person doing it. It’s also sometimes the only practical option, particularly in mould making, where surface contact, pot life, and geometry make prepreg impractical. Done carefully, wet layup produces good results. Done carelessly, it produces heavy, resin-rich parts with poor mechanical properties and unpredictable behaviour.
Resin infusion sits between the two in many respects — dry fibre is placed in a closed mould and resin is drawn through under vacuum. When the process is well-controlled it produces consistent, relatively low-void laminates at a lower tooling cost than autoclave-grade prepreg work. It’s well suited to larger parts where prepreg handling becomes difficult.
Further along the manufacturing spectrum are processes like SMC — sheet moulding compound — and RTM, resin transfer moulding. These are production-volume processes with high repeatability and short cycle times, used extensively in automotive and industrial applications. The engineering trade-offs are different again: tooling costs are high, but part-to-part consistency is excellent and labour per part drops dramatically at scale. Each process exists for a reason. The job is to match the process to the requirement, not to default to whatever is most familiar.

How a Laminate is Actually Designed
This is where most amateur carbon work — and some professional work — goes wrong.
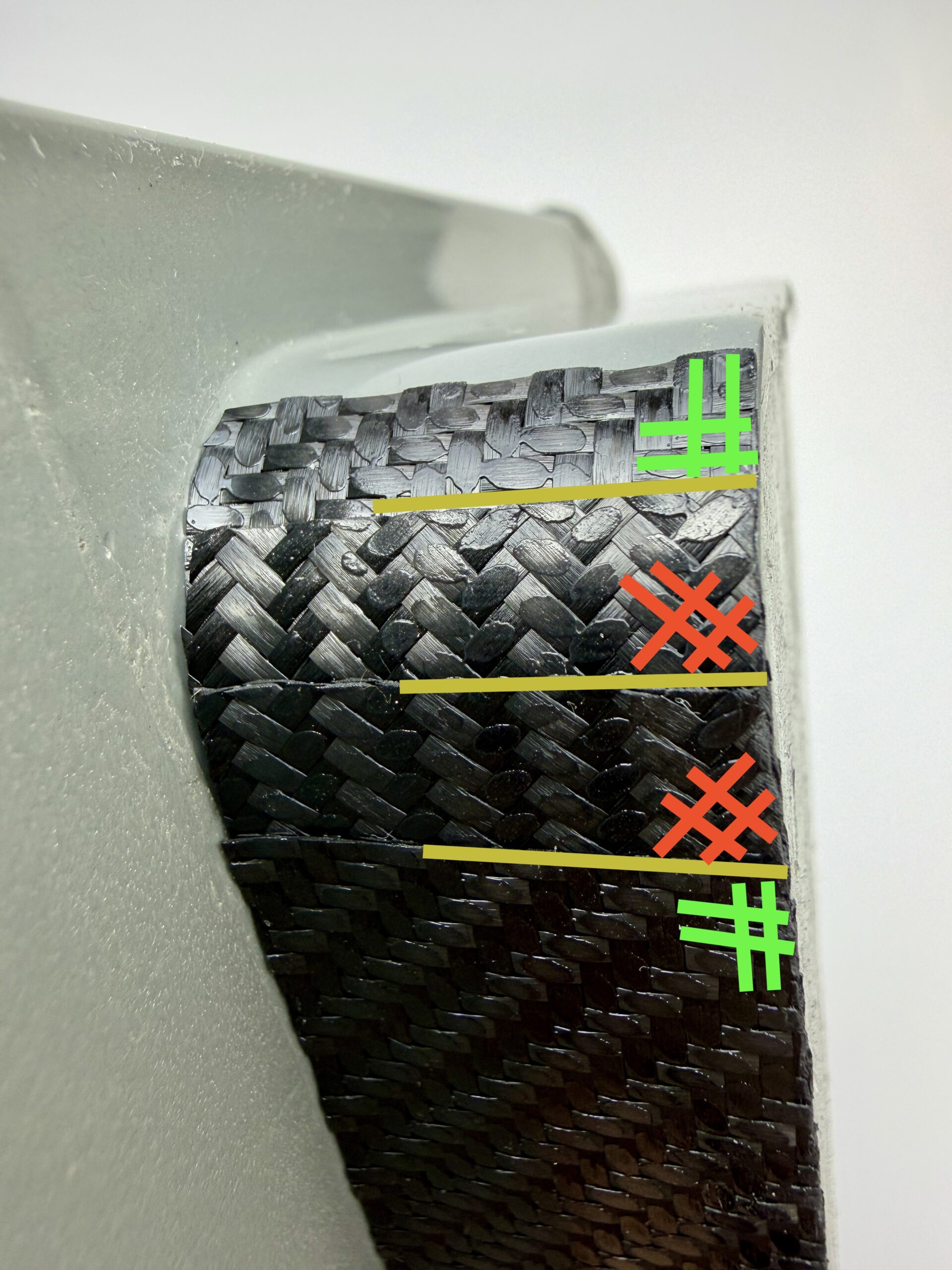
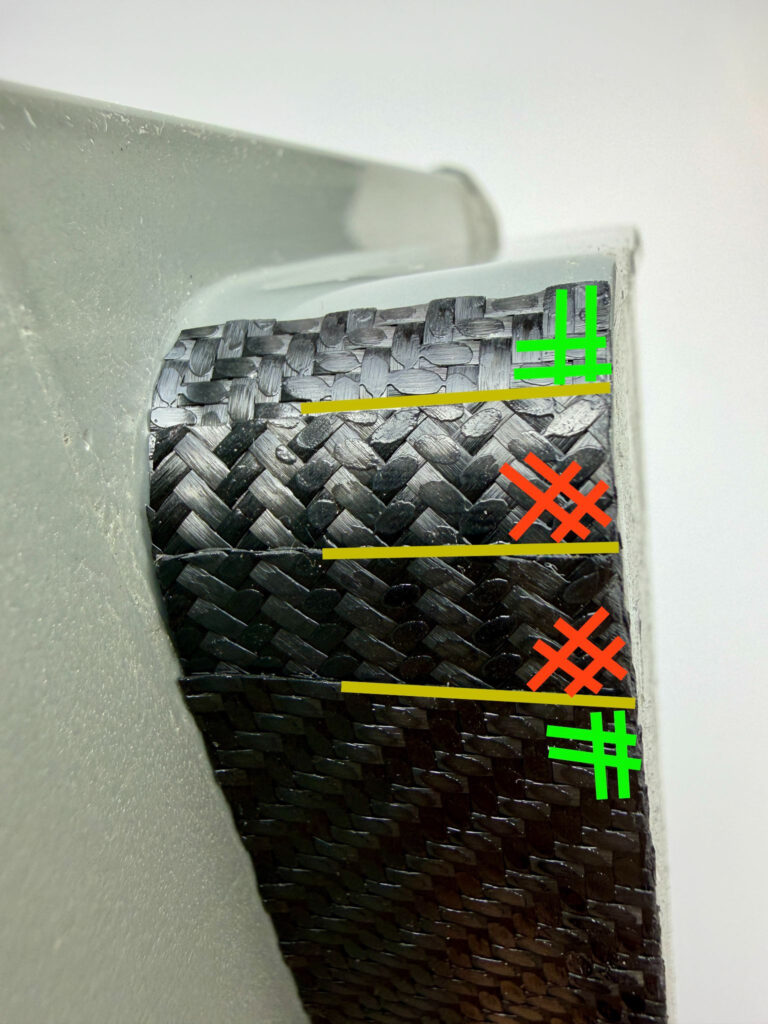
A carbon fibre part is not just “carbon fibre.” It’s a specific stack of plies, each with a defined fibre orientation, thickness, and position within the laminate. The mechanical properties of the finished part depend almost entirely on how that stack is designed. A part with all fibres running in one direction will be very stiff and strong in that direction and relatively weak in others. A part with poorly considered ply orientations can warp, delaminate, or fail in ways that a simple tensile test would never predict.
Good laminate design starts with understanding the load case — what forces the part will experience, in what directions, and under what conditions. From there, the ply schedule is built to be balanced and symmetric. Balanced means that for every ply at a given angle, there is a corresponding ply at the negative of that angle — so +45° plies are paired with −45° plies. Symmetric means the laminate reads the same from the top down as it does from the bottom up. Violate either of these principles and the part will want to warp as it cures and as it sees thermal and mechanical loads in service.
Weave type also matters, though not for the reasons most people fixate on. A plain weave fabric — the classic over-under pattern — is more conformable around tight radii and tends to lock in position well during layup. A twill weave, where the pattern steps across multiple tows, drapes more easily over complex surfaces and is often easier to work with on compound curves. Unidirectional material, with fibres running in one direction only, offers the highest structural efficiency when the load path is well understood — no fibre is wasted running across a direction that sees little stress. The choice between them is an engineering decision, not an aesthetic one.
Why Any of This Matters
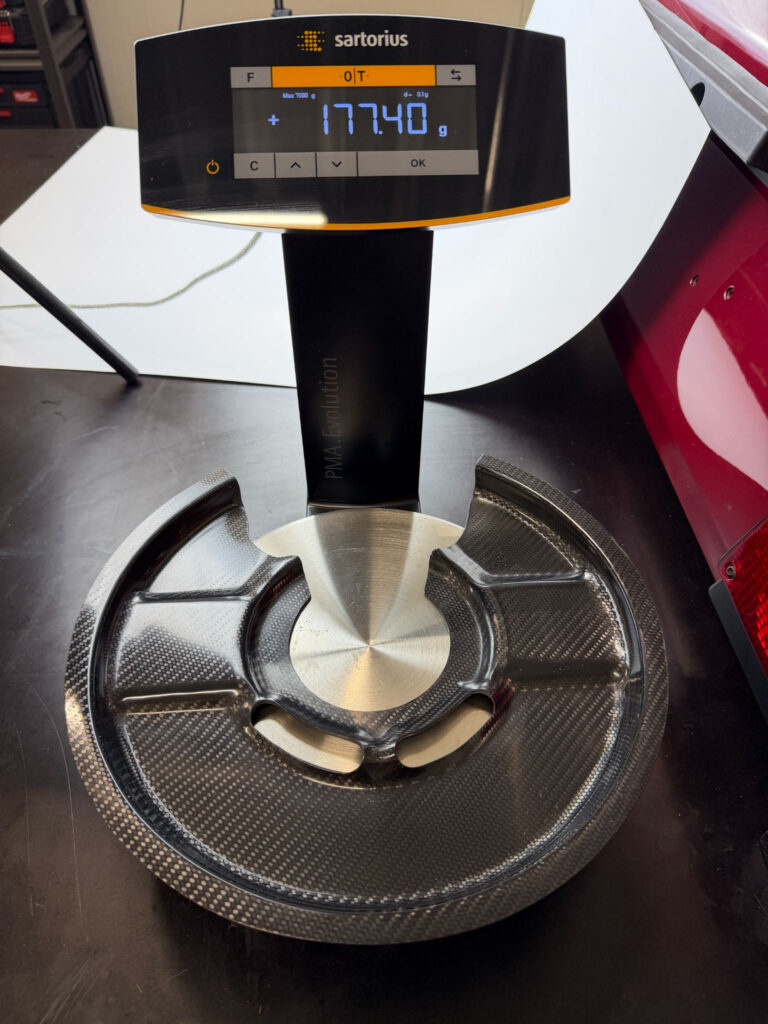
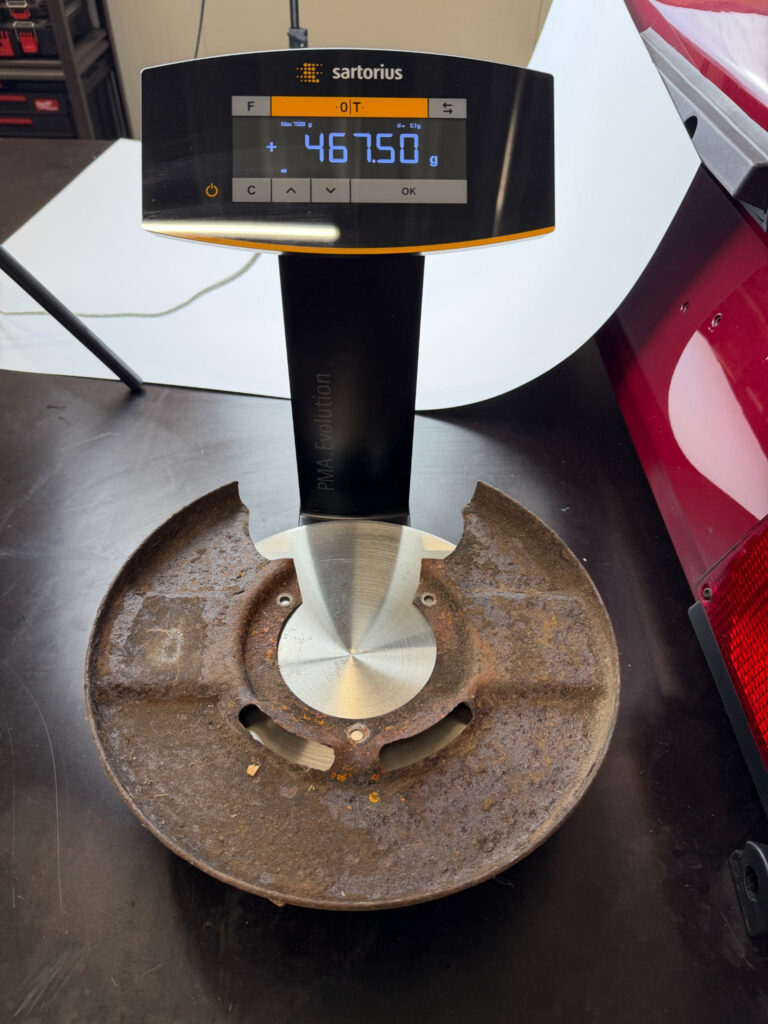
A carbon fibre part made without thinking about laminate design is a waste of expensive material. It may look cool. It may even be lighter. But it won’t behave predictably under load, it won’t use the material efficiently, and it won’t earn the weight savings that justify using carbon in the first place.
The reason to work with carbon composites — the real reason — is that they allow you to build parts with properties that cannot be achieved with metal or plastic. Complex geometry, tuned stiffness, genuine structural contribution at minimal weight. But that potential is only realised when the engineering behind the part is taken as seriously as the material itself.
That’s the standard I try to hold the work to. Not because it’s the easiest way to operate, but because it’s the only way that actually makes sense.